Измерение размеров деталей с помощью микрометра
 Скачать 46.08 Kb. Скачать 46.08 Kb.
|
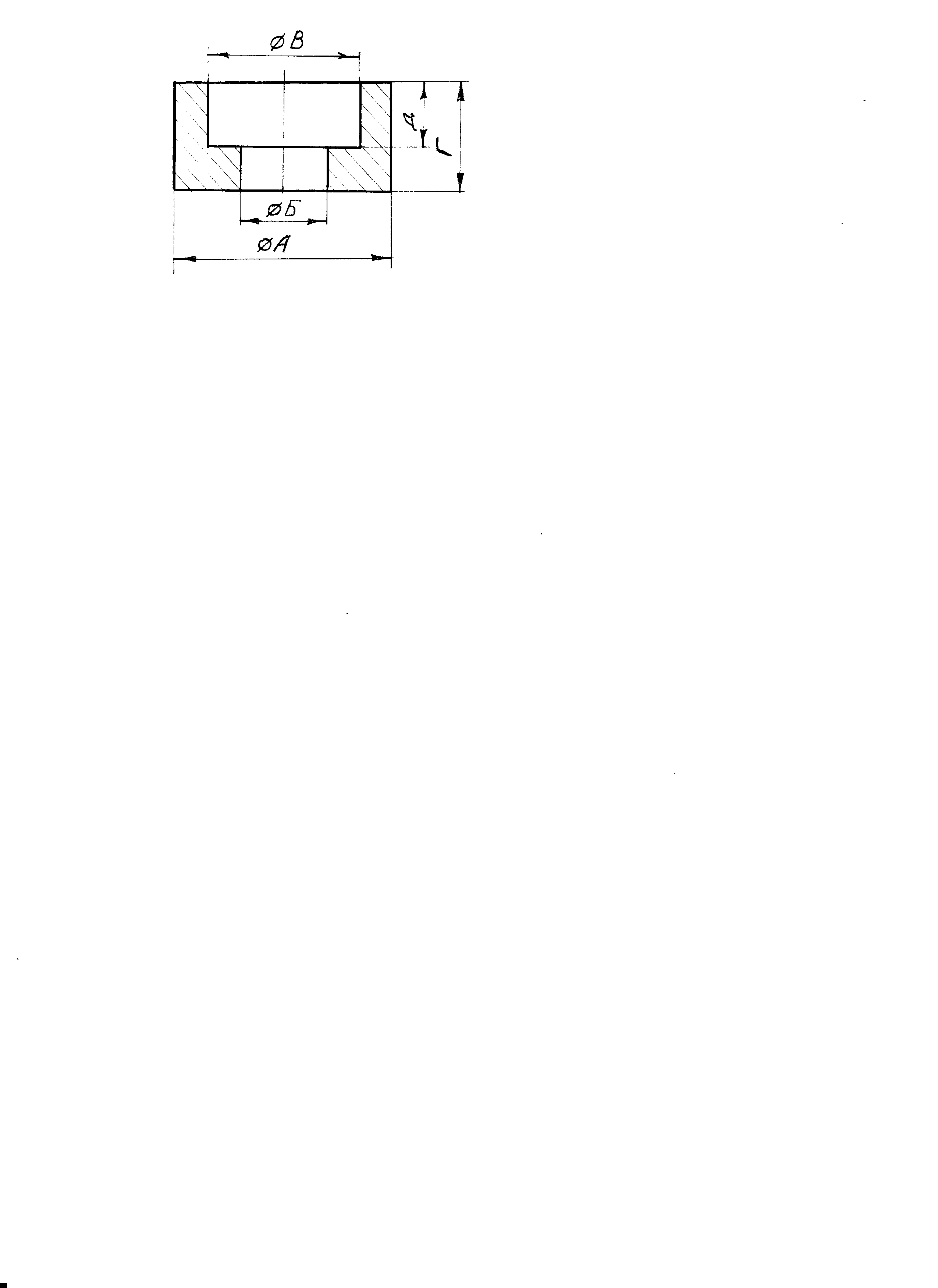
| Практическая работа №2 Слесарное дело и технические измерения Специальность 190631.01 «Автомеханик» Тема: Измерение размеров деталей с помощью микрометра Цель работы: Ознакомиться с устройством и работой микрометра. Научиться определять размеры деталей с точностью до 0,1 мм. Оборудование: микрометр, образцы для измерения. Основные теоретические сведения Микрометрические измерительные инструменты основаны на использовании точной винтовой пары (винт-гайка), которая преобразует вращательные движение микровинта в поступательные. К микрометрическим инструментам относятся: микрометры, микрометрические глубиномеры, микрометрические нутромеры. Микрометрические инструменты предназначены для абсолютного контактного метода измерения. Цена деления прибора 0.01 мм. Погрешность измерения зависит от пределов измерения микрометра и составляет: от 3 мкм для микрометров 0-25 мм до 50 мкм для микрометров с пределами измерения 400-500 мм. Принцип микрометрической пары используется в конструкциях многих измерительных приборов.  Устройство микрометра. Общий вид микрометра показан на рис.1. Корпусом инструмента служит скоба 1, в которую запрессованы с одной стороны пятка 2, с другой - стебель 5, на котором закреплена микрогайка и нанесена продольная шкала. Одной измерительной поверхностью является торец микрометрического винта 3, выдвигающегося из стебля, второй - торец пятки 2. Микровинт связан с корпусом барабана 6, имеющим на конусном конце круговую шкалу. Заканчивается барабан резьбой, на которую навинчивается гайка 9, являющаяся корпусом механизма трещетки. Основное назначение - трещетки обеспечивать постоянство измерительного усилия за счет храповика 7 и подпружиненного стержня 8. Микрометр снабжен устройством 4, позволяющим стопорить микровинт и гайкой 10 для регулировки зазора в паре микровинт - микрогаика. Отсчет показаний микрометрических инструментов. Отсчетное устройство микрометрических инструментов состоит из двух шкал (рис. 1). Продольная шкала имеет два ряда штрихов с интервалом 1 мм, расположенных по обе стороны горизонтальной линии и смещенных относительно друг друга на 0.5 мм. Таким образом, оба ряда штрихов образуют одну продольную шкалу с ценой деления 0.5 мм. Микровинт связан с барабаном 6, который на конусном конце имеет круговую шкалу с числом делений n=50. Учитывая, что шаг резьбы винтовой пары S=0,5мм, цена деления круговой шкалы (нониуса) микрометра "C" равна: C = S / n = 0,5 / 50 = 0,01мм. Размер измеряемой детали с точностью до 0.5 мм отсчитывают по шкале стебля указателем, которым является скошенный край барабана. Сотые доли миллиметра отсчитывают по круговой шкале барабана, указателем которой является продольный штрих на стебле микрометра. Установка микрометра на нуль. Перед началом измерений микрометрическими инструментами производят их проверку и установку на нуль. Установку микрометров на нуль производят на начальном делении шкалы. Для микрометров с пределом измерений 0-25 мм -на нулевом делении шкалы, для микрометров с пределами измерений 25-50 мм -на делении 25 и т.д. Осторожно вращая микровинт за трещетку, приводят в соприкосновение измерительные поверхности микровинта и пятки. У микровинтов с пределом измерения 25- 50, 50-75 и т.д. микровинт и пятка соединяются между собой через блок концевых мер длины размером 25, 50 мм и т.д. или через специально установочные цилиндрические меры, прилагаемые в комплект к микрометрам. При указанном соприкосновении скошенный край барабана микрометра должен установиться так, чтобы штрих начального деления основной шкалы (нуль или 25, 50 мм и т.д.) был полностью виден, а нулевое деление круговой шкалы барабана совпадало с продольной горизонтальной линией на стебле 5 (рис. 1). Если такого совпадения нет, то стопором 4 необходимо зафиксировать микровинт 3 и, придерживая барабан 6 за накатанный выступ ослабить накидную гайку 9. Затем, поворачивая освобожденный корпус барабана, совмещают нулевое деление на барабане с горизонтальной линией на стебле 5 микрометра, и, придерживая корпус барабана за накатанный выступ, снова закрепляют барабан гайкой 9. Следует иметь в виду, что при затягивании гайки 9 нулевая установка может снова нарушиться, поэтому нужно снова проверить ее и при необходимости исправить. Измерение микрометром. При измерении микрометром (рис. 1) отводят измерительную поверхность микровинта 3, вращая барабан 6, на необходимое растояние. Между микровинтом 3 и пяткой 2 помещают измеряемую деталь и при помощи барабана 6 сокращают зазор между измеряемой деталью и измерительными поверхностями до 1-2 мм. Окончательное соприкосновение измерительных поверхностей с деталью производят вращением трещотки 7 и снимают показания прибора. Порядок выполнения работы
Примечание. Каждое измерение проводить три раза.
Контрольные вопросы. 1. С какой целью применяют микрометр? 2. Сколько шкал имеет микрометр? 3. Как установить микрометр на нуль? Зачем производят установку микрометра на нуль? | |||||||||||||||||||||||||||||