Учебный элемент
 Скачать 148.1 Kb. Скачать 148.1 Kb.
|
 УЧЕБНЫЙ ЭЛЕМЕНТ Наименование: Гибка металла. Наименование:  Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Отрасль: Машиностроение 7 2 4 5 0 6 R U 0 0 0 1 Код: 06 - 03   Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 1 Цели: Изучив данный элемент, вы будете знать: - Безопасность труда при производстве гибочных работ. Уметь: - Определять размеры заготовок профилей. - Производить гибку деталей из листового и полосового металла. - Применять приспособления для гибки. Оборудование, материалы и вспомогательные средства:
Сопутствующие учебные элементы и пособия: 1. Б.С.Покровский. Слесарно-сборочные работы, Москва «Академия» 2006 2. Н.И.Макиенко. Общий курс слесарного дела, Москва «Высшая школа» 1989 3. Н.И.Макиенко. Общий курс слесарного дела, Москва «Высшая школа» 1984 Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 2  Гибка — это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал. Напряжения в заготовке при изгибе. 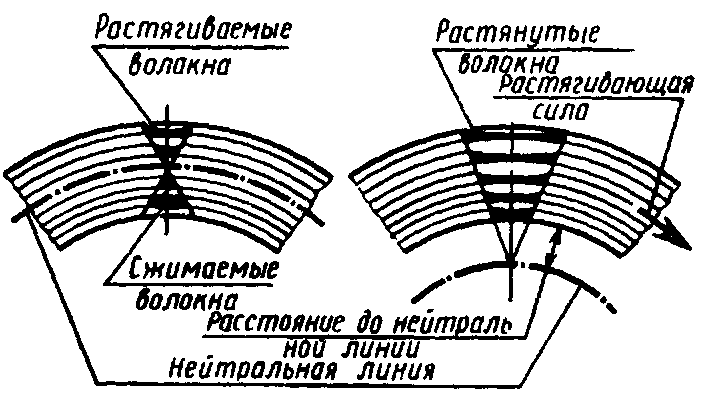 При гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости. Деформация заготовки в данном случае будет пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются. Определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральна линии в пределах закругления. При гибке деталей под прямым углом без закруглений с внутренне стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали. П 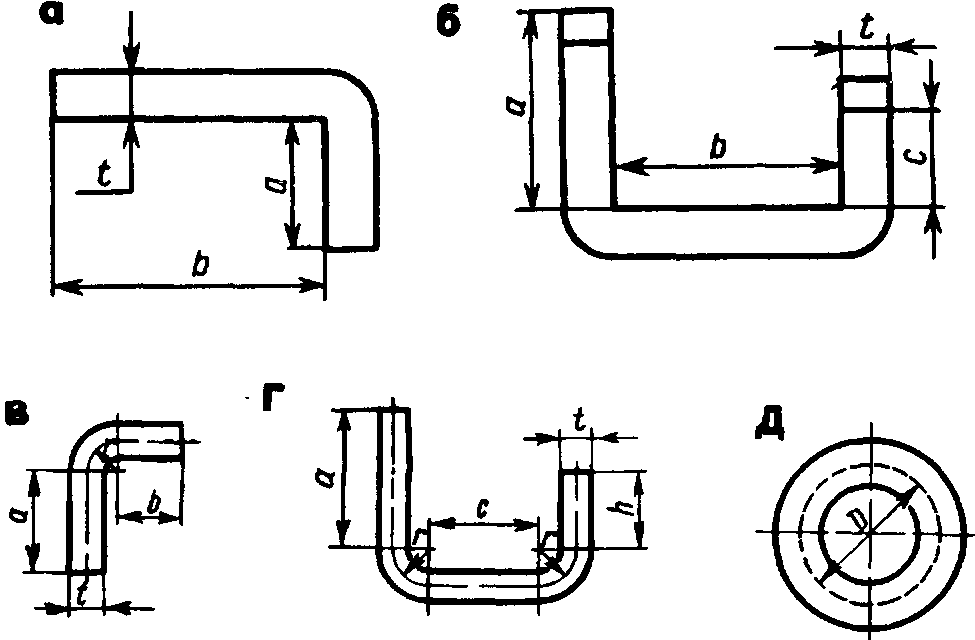 ример 1. Определить длину заготовок: ример 1. Определить длину заготовок:- угольника с прямыми внутренними углами. Размеры угольника: а = 30 мм; b = 70 мм; t = 6 мм. Длина развертки заготовки L =а + b + 0,5t = 30 + 70 + 3 = 103 мм. - скобы с прямыми внутренними углами.Размеры скобы: а = 70 мм; b = 80 мм; с = 60 мм; t = 4 мм. Длина развертки заготовки L = a+ b+ с+ 0,5t = 70 + 80 +60 + 2 = 212 мм. Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 3 П ример 2. Подсчитать длину развертки заготовки угольника с внутренним закруглением.Разбиваем угольник по чертежу на участки. Подставив их числовые значения (а = 50 мм; b = 30 мм; t = 6 мм; r = 4 мм) в формулу L = а + b +π/2(r + t/2), получим L = 50 + 30 + 3,14/2(4+6/2)=50 + 30 + 1,57 • 7 = 0,99 ≈ 91 мм. П ример 3. Подсчитать длину развертки заготовки скобы с закруглением.Разбиваем скобу на участки, как показано на чертеже. Подставив их числовые значения (а = 80 мм; h = 65 мм; с = 120 мм; t = 5 мм; r = 2,5 мм) в формулу L =а + h = с + п(r+t/2), получим L = 80 + 65+ 120 + 3,14(2,5 +5/2) = 265 + 15,75 = 280,75 мм. П ример 4. Подсчитать длину развертки заготовки из стальной полосы толщиной 4 мм и шириной 12 мм для замкнутого кольца с наружным диаметром 120 мм.Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется. Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посередине между внешней и внутренней окружностями кольца. Длина заготовки L = пD. Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки: L = 3,14 • 108 = 339,12 мм. В результате предварительных расчетов можно изготовить деталь установленных размеров. Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 4  Гибку прямоугольной скобы из полосовой стали выполняют в следующем порядке:  - определяют длину развертки заготовки (рис. а), складывая длину сторон скобы с припуском на один изгиб, равным 0,5 толщины полосы, т.е. L = 17,5 +1+15+1+20+1+15+1+ 17,5 = 89 мм; - определяют длину развертки заготовки (рис. а), складывая длину сторон скобы с припуском на один изгиб, равным 0,5 толщины полосы, т.е. L = 17,5 +1+15+1+20+1+15+1+ 17,5 = 89 мм;отмечают длину с дополнительным припуском на обработку торцов по 1 мм на сторону и зубилом отрубают заготовку; выправляют вырубленную заготовку на плите; опиливают в размер по чертежу; наносят риски загиба; - зажимают заготовку 1 (рис. б) в тисках между угольниками-нагубниками 2 на уровне риски и ударами молотком загибают конец 3 скобы (первый загиб); - переставляют заготовку в тисках, зажимая ее между угольником 4 и бруском-оправкой, более длинным, чем конец скобы (рис. в);загибают второй конец 5, осуществляя второй загиб; снимают заготовку и вынимают брусок-оправку 6; - размечают длину лапок на загнутых концах;надевают на тиски второй угольник 9 (рис. г) и, вложив внутрь скобы тот же брусок-оправку 6, но в другом его положении, зажимают скобу в тисках на уровне рисок; отгибают первую и вторую лапки 7, делают четвертый и пятый загибы первой и второй лапок; проверяют и выправляют по угольнику четвертый и пятый загибы; снимают заусенцы на ребрах скобы и опиливают концы лапок в размер. Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 5 Г  ибка двойного угольника в тисках ибка двойного угольника в тисках п роизводится после разметки, вырубки заготовки, правки на плите и опиливания по ширине в заданный размер. Подготовленную таким образом заготовку 1 зажимают в тисках 3 между угольниками-нагубниками 2 и загибают первую полку угольника, а затем заменяют один нагубник бруском-подкладкой 4 и загибают вторую полку угольника. По окончании гибки концы угольника опиливают напильником в размер и снимают заусенцы с острых ребер. Г ибка хомутика.- изгибание плоскогубцами на оправке (Рис.а) После расчета длины заготовки и ее разметки в местах изгиба зажимают в тисках оправку 1 в вертикальном положении. Диаметр оправки должен быть равным диаметру отверстия хомутика 2. С помощью двух плоскогубцев 3 по разметочным рискам изгибают хомутик по оправке (работают вдвоем - один держит плоскогубцы,а второй наносит удары). Окончательное формирование хомутика выполняют по той же оправке металлическим молотком(рис. б) а затем на правильной плите (рис. в). Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 6  Изогнуть пруток круглогубцами (изогнуть крючок). -  Отметить на заготовке середины загибов колечка и крючка; риски разметки наносить легким запиливанием ребром напильника; Отметить на заготовке середины загибов колечка и крючка; риски разметки наносить легким запиливанием ребром напильника;- изогнуть крючок в последовательности: 1 – изогнуть колечко на конце прутка; 2 – подогнуть колечко; 3 – изогнуть крючок; 4 – отогнуть крючок; 5 – откусить (отрубить) лишнюю часть крючка. Изгибание вести той частью губок круглогубцев, которая соответствует размеру колечка или двойному радиусу изгиба. Изогнуть крючок в кольцо в гибочном приспособлении. - Закрепить в тисках гибочное приспособление; - вставить пруток в зазор между штифтами; - нажимая рукой на свободный конец прутка, изогнуть его в кольцо. Если свободный конец прутка короткий или пруток слишком толстый, изгибать кольцо ударами молотком. Изогнуть деталь из листового металла в изгибочном штампе. - Смазать ручьи матрицы и пуансон; - положить заготовку на матрицу так, чтобы совпали оси заготовки и матрицы; - включив пресс, (или вращая маховик винтового пресса), опустить пуансон так, чтобы заготовка полностью вошла в ручей матрицы; - извлечь деталь из ручья матрицы. Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 7  Г  ибка цилиндрической втулки ибка цилиндрической втулки из полосовой стали на круглых оправках. Сначала определяют длину заготовки. Если наружный диаметр втулки (рис. а) равен 20 мм, а внутренний - 16 мм, то средний диаметр будет равен 18 мм. Тогда общую длину заготовки определяют по формуле L = 3,14 • 18 = 56,5 мм. б Заготовку с оправкой зажимают в тисках так, чтобы изгибаемая часть была выше уровня губок тисков, и через мягкие прокладки наносят по выступавшей части удары молотком, загибая конец полосы на оправке так, чтобы полоса плотно прилегала к ее поверхности (рис. б). З атем заготовку с оправкой переставляют обратной в стороной (рис. в) У дарами молотком загибают второй конец по оправке до плотного прилегания к оправке обеих плоскостей в стыке (рис. г) После освобождения заготовки качество гибки проверяют измерительной линейкой. Дефекты. При гибке металла дефектами чаще всего являются косые загибы и механические повреждения обработанной поверхности как результат неправильной разметки или закрепления деталей в тисках выше или ниже разметочной линии, а также неправильного нанесения ударов. Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 8  Трубы гнут ручным и механизированным способами, в горячем и холодном состоянии, с наполнителями и без них. Способ гибки зависит от диаметра и материала трубы, значения угла изгиба. Г  ибка труб в горячем состоянии применяется при диаметре более 100 мм ибка труб в горячем состоянии применяется при диаметре более 100 мм П  ри гибке трубу наполняют мелким сухим песком, просеянным через сито с ячейками около 2 мм, второй конец трубы забивают деревянной пробкой, у которой должны быть ри гибке трубу наполняют мелким сухим песком, просеянным через сито с ячейками около 2 мм, второй конец трубы забивают деревянной пробкой, у которой должны бытьотверстия или канавки для выхода газов, образующихся при нагреве Длина L (мм) нагреваемого участка трубы определяется по формуле L = ad/15, где а - угол изгиба трубы, град; d - наружный диаметр трубы, мм; 15 — постоянный коэффициент (90:6=15; 60:4 = 15; 45:3 = 15). Участок изгиба на трубе размечают мелом. Выполняется эта операция по заранее заготовленным шаблонам. В процессе гибки трубу проверяют по месту или по изготовленному из проволоки шаблону. При гибке труб в горячем состоянии работают в рукавицах. Трубы нагревают паяльными лампами в горнах или пламенем газовых горелок до вишнево-красного цвета. Топливом в горнах может быть древесный уголь или дрова. Лучшим топливом является древесный уголь, который не содержит вредных примесей и дает более равномерный нагрев. Г ибка в трубном прижиме в горячем состоянии.Стальную трубу вставляют в трубный прижим между угловой выемкой основания и сухарем с уступами, и вращением рукоятки зажимают. При гибке сварных труб шов располагают снаружи, а не внутри изгиба, иначе труба может разойтись по шву. На конец изгибаемой трубы надевают отрезок трубы большего диаметра так, чтобы конец немного не доходил до места изгиба, затем обхватывают трубу двумя руками и с большим усилием отводят ее в направлении изгиба. Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 9   Плита с отверстиями- приспособление для гибки труб диаметром 10...15 мм, в соответствующих местах которой устанавливают штыри, служащие упорами при гибке. Простые ручные приспособления с неподвижной оправкой- для гибки в холодном состоянии трубы диаметром до 40 мм, с большими радиусами кривизны. Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобками 2. Трубу вставляют между гибочной оправкой и хомутиком 3 и руками изгибают по желобообразному углублению гибочной оправки.  Т рубы диаметром до 20 мм изгибают в специальном приспособлении, которое крепится к верстаку с помощью ступицы и плиты 1. На одной оси ступицы и плиты находится неподвижный ролик-шаблон 6 с хомутиком 7. Подвижный ролик 2 закреплен в скобе 4 с рукояткой 3. Трубу 5 для изгиба вставляют между роликами так, чтобы конец ее вошел в хомутик 7. Затем рукояткой 3 поворачивают скобу 4 с подвижным роликом 2 вокруг неподвижного ролика-шаблона 6 до тех пор, пока труба не изогнется на требуемый угол. Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 10  Профили (полосовой, сортовой металл) с разными радиусами кривизны гнут на трех- и четырехроликовых станках.  Гибка на трехроликовом станке кривых профилей. Предварительно налаживают станок. Наладку верхнего ролика 5 относительно двух нижних роликов 7 и 6 осуществляют вращением рукоятки 4. При гибке заготовка 3 должна быть прижата верхним роликом 5 к двум нижним 1 и 6. Прижим 2 устанавливают так, чтобы по нему свободно скользила полка профиля, не давая ему скручиваться при гибке Четырехроликовые станки  применяют при гибке профильного проката по дуге окружности или по спирали. Станок состоит из станины 1, внутри которой смонтирован приводной механизм, двух ведущих роликов 3 и 5, подающих заготовку, и двух нажимных роликов 4 и 8, изгибающих заготовку 7. Нужный радиус гибки устанавливается с помощью рукояток 2 и 9. Станок налаживают в следующем порядке: вращая рукоятку 6 против часовой стрелки, поднимают ведущий верхний ролик 5 относительно ведущего нижнего ролика 3 на величину, несколько большую толщины обрабатываемого профиля. После этого, вращая рукоятку 6 по часовой стрелке, опускают ведущий ролик 5 и прижимают обрабатываемый профиль к ведущему нижнему ролику 3. Затем включают электродвигатель и производят гибку под нужным радиусом. Включают и тормозят ведущие ролики с применяют при гибке профильного проката по дуге окружности или по спирали. Станок состоит из станины 1, внутри которой смонтирован приводной механизм, двух ведущих роликов 3 и 5, подающих заготовку, и двух нажимных роликов 4 и 8, изгибающих заготовку 7. Нужный радиус гибки устанавливается с помощью рукояток 2 и 9. Станок налаживают в следующем порядке: вращая рукоятку 6 против часовой стрелки, поднимают ведущий верхний ролик 5 относительно ведущего нижнего ролика 3 на величину, несколько большую толщины обрабатываемого профиля. После этого, вращая рукоятку 6 по часовой стрелке, опускают ведущий ролик 5 и прижимают обрабатываемый профиль к ведущему нижнему ролику 3. Затем включают электродвигатель и производят гибку под нужным радиусом. Включают и тормозят ведущие ролики с помощью рукоятки . Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 11 При массовом изготовлении деталей из труб наибольших диаметров применяют ручные трубогибочные приспособления и рычажные трубогибы, а для гибки труб больших диаметров (до 350 мм) — специальные трубогибочные станки и прессы. Г  ибку труб в кольцо производят на трехроликовом гибочном станке. ибку труб в кольцо производят на трехроликовом гибочном станке.На рис. показан момент гибки в кольцо трубы диаметром до 25 мм без наполнителя. Перед гибкой налаживают станок - регулируют положение верхнего ролика 5 относительно двух нижних роликов 1 и 2 вращением рукоятки 4. При вращении рукоятки по часовой стрелке верхний ролик опускается вниз, и наоборот. При гибке труб необходимо соблюдать следующие условия: - тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы; учитывать, что вытягивание внешней стенки трубы происходит легче, чем посадка внутренней стенки; - трубу гнут плавно, без рывков; появившиеся складки правят молотком; для предупреждения складок трубу сначала гнут несколько больше, чем следует по шаблону, а затем отгибают в соответствии с шаблоном; - во избежание разрыва нельзя гнуть трубу и выправлять складки, если труба охладилась до светло-вишневого цвета (800 °С), поэтому трубы больших диаметров гнут с многократным нагревом; - после проверки трубы шаблоном удаляют пробки, высыпают песок и обрезают концы по шаблону, затем очищают и промывают трубу внутри. Безопасность труда. При гибке необходимо выполнять следующие требования безопасности: - заготовку закреплять в тисках или других приспособлениях прочно; - работать только на исправном оборудовании; - перед началом работы на гибочных станках ознакомиться с инструкцией; - работу выполнять осторожно, чтобы не повредить пальцы рук; Учебный элемент Наименование: Гибка металла. Профессия: Электромонтер по ремонту и обслуживанию электрооборудования Стр. 12  1. Как определить длину заготовки угольника с прямыми внутренними углами? 2. Как определить длину развертки заготовки угольника с внутренним закруглением? 3. Как подсчитать длину развертки заготовки из стальной полосы? 4. Покажите приемы гибки прямоугольной скобы из полосовой стали. 5. Покажите приемы гибки двойного угольника в тисках. 6. Покажите приемы гибки хомутика. 7. Покажите приемы гибки крючка круглогубцами. 8. Какие дефекты возникают при гибке металла и как их предотвратить? 9. Назовите способы гибки трубы. Какие следует соблюдать условия при этом? 10. Какие требования безопасности необходимо выполнять при гибке металла? |